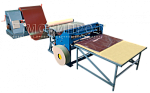





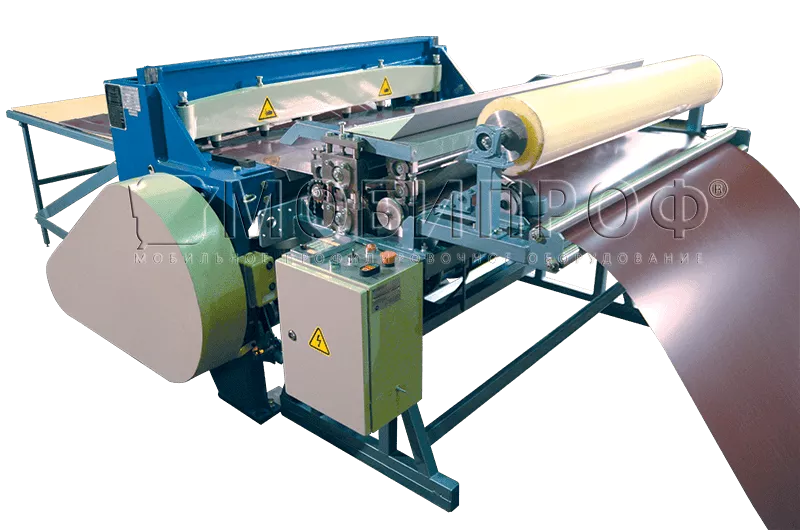


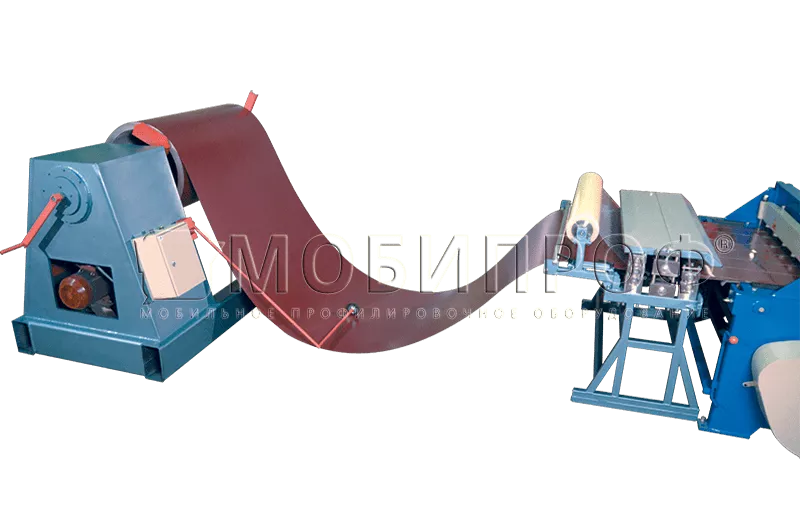













В состав автоматизированной линии продольно-поперечной резки входят:
- электромеханический станок продольной резки СППР-А 1250/1,5 (без ножа поперечной резки);
- электромеханическая гильотина;
- приводной консольный разматыватель КР-7,5.
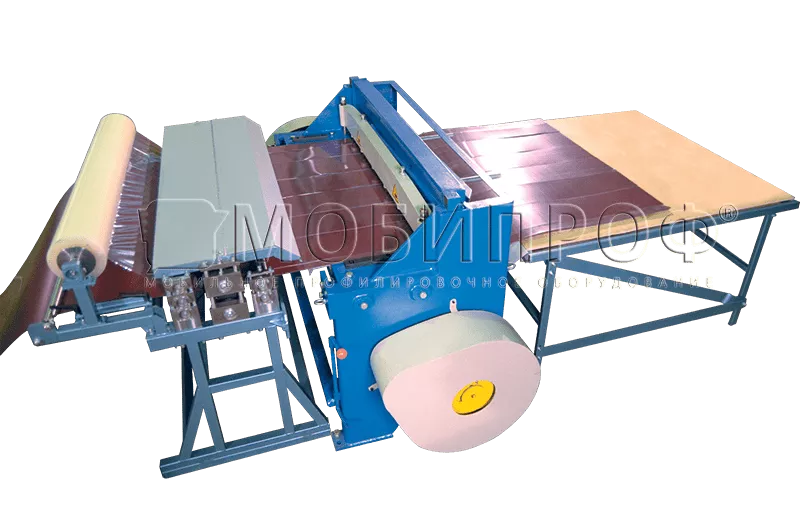
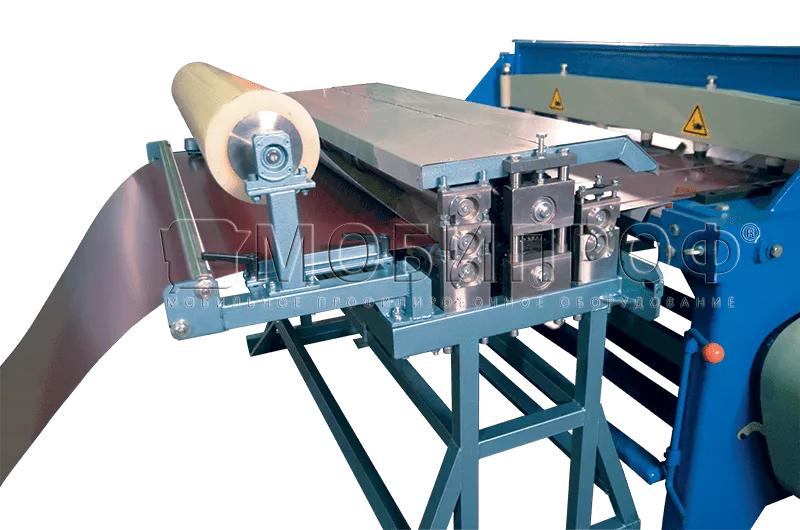
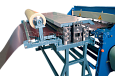
Подача металла в линии осуществляется при помощи консольного приводного разматывателя грузоподъемностью 7,5 тонн. Консольная конструкция разматывателя позволяет легко устанавливать и снимать рулон. Разжим лепестков разматывателя осуществляется вручную путем вращения рукоятки. Во избежание смещения рулона при размотке на лепестки устанавливаются ограничители. Для заправки металла в станок продольной резки на разматывателе предусмотрен ручной режим управления. После того, как металл заправлен в станок по раскрою, на ленту опускается рычаг для контроля скорости размотки, а режим управления разматывателем переводится на автоматический.
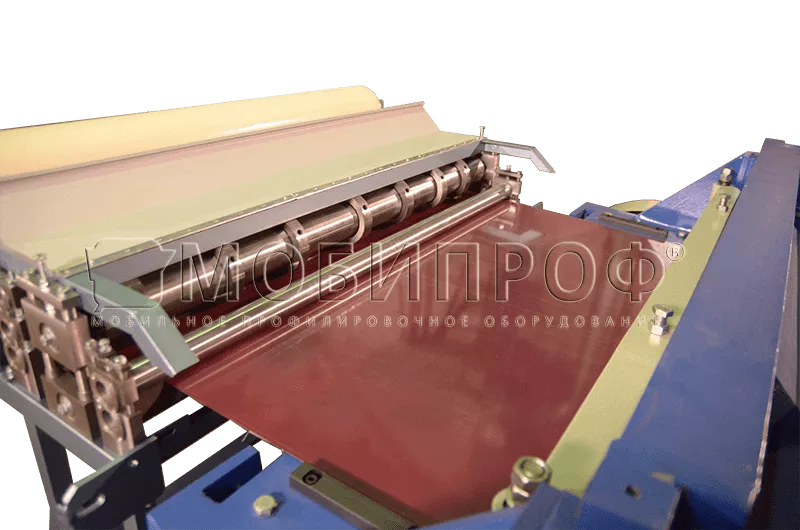
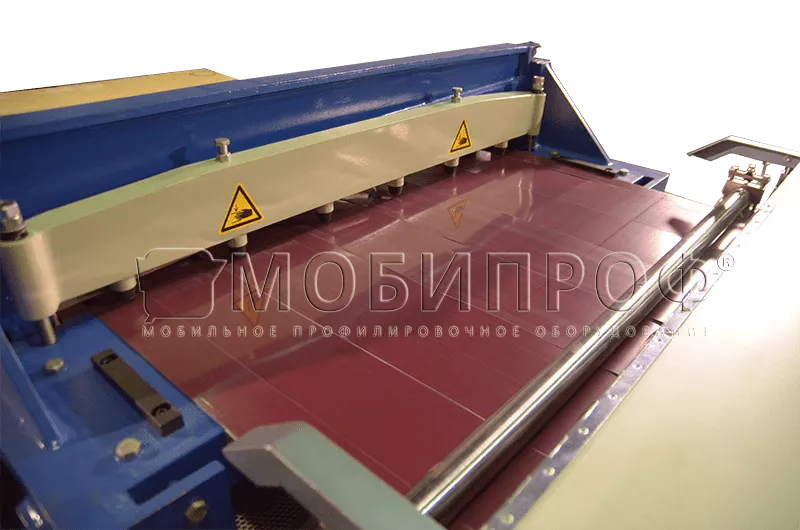
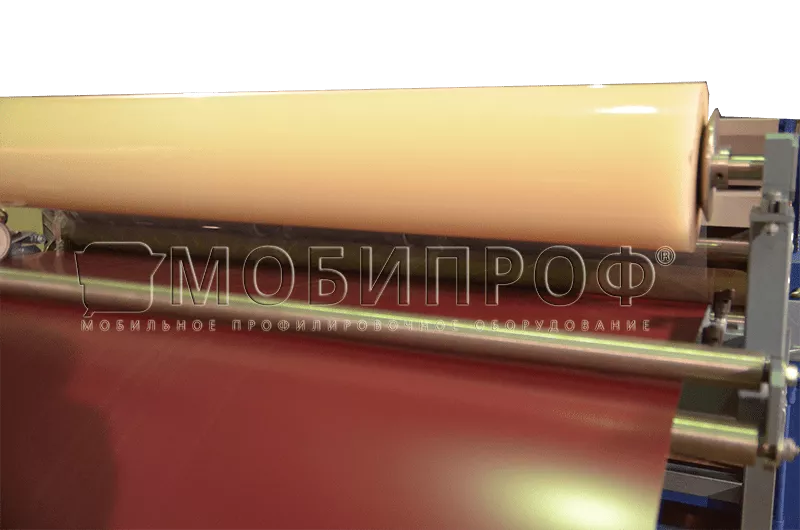
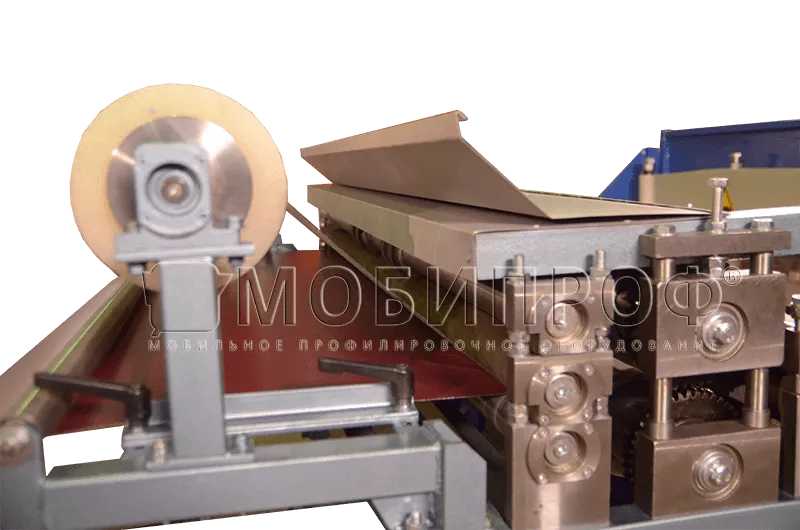
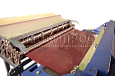
В качестве дополнительной опции на станок по раскрою устанавливается устройство для нанесения на металл защитной пленки. Пленка предварительно вручную наклеивается на край полосы, затем вместе с полосой протягивается между двумя валами (нижний вал железный, а верхний обрезиненный), где и происходит нанесение пленки. После этого металл с нанесенной пленкой режется на блоке продольной резки. В базовой комплектации на станке по раскрою установлено 5 пар ножей продольной резки. Поперечная резка осуществляется при помощи гильотины, которая обеспечивает точный и качественный рез.
С помощью пульта АСУ (автоматической системы управления) вводится производственная программа -длина получаемой полосы и количество поперечных резов.
Таблица зависимости максимальной толщины реза от количества используемых ножей:
| Количество пар режущих ножей | 17* | 12 | 8 | 5 | 2 |
| Толщина раскраиваемого металла, мм (предел текучести не более 250 Мпа, предел прочности не более 320 Мпа) | 0,55 | 0,8 | 1,0 | 1,2 | 1,5 |
*без опорных втулок
Примечание: Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи.